W zeszłym sezonie podjąłem się spoiny pachwinowej. Próbowałem ją wykonywać różnymi elektrodami, o różnych średnicach. Nakręciłem o tym kilka materiałów.
Dzisiaj podchodzę do tematu ponownie ze względu na przestój zimowy. Kilka miesięcy braku spawania naprawdę robi swoje. Na powyższych materiałach spawarka miała włączony arc force (prawdopodobnie 30%) i hot start. Tym razem poszedłem do tematu ortodoksyjnie i wyłączyłem te opcje, żeby trenować umiejętności bez wspomagania. Jako, że w przypadku elektrody 7014 można powiedzieć, że rozwiązało to moje podstawowe problemy, więc zachęciło mnie to do dalszego treningu bez tych opcji.
Generalnie dwa słowa o spoinie pachwinowej. Spoina pachwinowa to w ogólności dwa elementy połączone pod kątem 90 stopni. Zatem należy się spodziewać, że będzie to jedna z najbardziej powszechnych spoin występujących w konstrukcjach. Jest to teoretycznie jedna z prostszych spoin, ale da kogoś kto spawa rzadko – nie koniecznie.
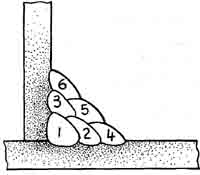
Na powyższym rysunku widać strukturę spoiny pachwinowej, wielościegowej (gdyż nie zawsze jeden ścieg jest wystarczający). Mogłoby się wydawać, że spoina jednościegowa jest najprostsza. Tak – bo jest najmniej pracy, ale ścieg pierwszy jest kluczowy i moim zdaniem najtrudniejszy. Dlaczego:
- Elektrodę należy prowadzić pod katem 45 stopni względem spawanych materiałów, w przeciwnym razie nie uzyskamy właściwego wtopienia w elementy.
- Elektrodę należy prowadzić pod ostrym kątem (np 45 stopni) w stosunku do kierunku spawania, aby zużel nie wpłynął na jeziorko spawalnicze lub przed elektrodę.
- Należy utrzymywać stałą odpowiednią prędkość spawania, żeby odpowiednio wypełnić spoinę.
- Należy utrzymywać odpowiednią długość łuku.
Podczas układania ściegu do kontrolowania mamy cztery parametry, a „uchybienia” w tej kwestii mogą skutkować wtrąceniami żużla, które są bardzo trudne do naprawy i w zasadzie niemożliwe do zaspawnia (chociaż ostatnio znalazłem sposób).
Podczas nakładania kolejnych ściegów należy pamiętać o tym, by kolejne ściegi nakładać w taki sposób, aby nakładany ścieg pokrywał mniej więcej w 50% poprzedni ścieg.
Wiadomo, że wszystko jest tylko kwestią czasu i ilości wykonanych spoin. Oto dzisiejsze ćwiczenia.






Wykonałem spoinę wielościegową. Używałem elektrody rutylowo-celulozowej 6012, o średnicy 3.2mm. Prąd 110A, materiał 4mm. Podczas spawania spoin wielościegowych, szczególnie na cienkich materiałach należy pamiętać o tym by przed położeniem kolejnego ściegu dać spoinie wystygnąć. W przeciwnym wypadku kolejne ściegi będą płaskie i może być problem z poprawnym położeniem ściegów (w szczególności 1, 3, 6 – patrz rysunek – może wystąpić nadmierne podcięcie pionowej płyty).
Apropos wtrącenia żużla. W amatorskich konstrukcjach można sobie czasami pozwolić na pewne niedociągnięcia, takie jak wtrącenia żużla. Można je „usunąć”. Ja opatentowałem następujący sposób. Biorę elektrodę 6012/6013 o średnicy 2.5mm, ustawiam absurdalnie duży prąd, typu 110A i próbuję „wypalić” wtrącenie agresywnym łukiem. Zauważyłem też, że elektrody 7014 mają na tyle agresywny łuk, że potrafią przejść przez wtrącenie żużla i je przysłonić (nie wiem czy usunąć).