GMAW (Gas Metal Arc Welding), spawanie łukowe metalem w osłonie gazu – czyli powszechnie nazywany: MIG. Elektroda ma formę litego drutu i jest podawana do spawu automatycznie przy użyciu specjalnego pistoletu. Pistolet przez dodatkowy przewód podaje w rejon jeziorka gaz osłonowy (reaktywny – proces MAG lub obojętny – proces MIG). Jako, że występuje gaz osłonowy podawany z zewnątrz, nie występuje szlaka (żużel), więc w zasadzie spaw nie wymaga czyszczenia po wykonaniu (choć może się pojawić szklisty nalot w niektórych miejscach, który trzeba usunąć). Proces chyba najłatwiejszy do nauki, ale najbardziej skomplikowany pod względem tego co dzieje się w jeziorku spawalniczym.
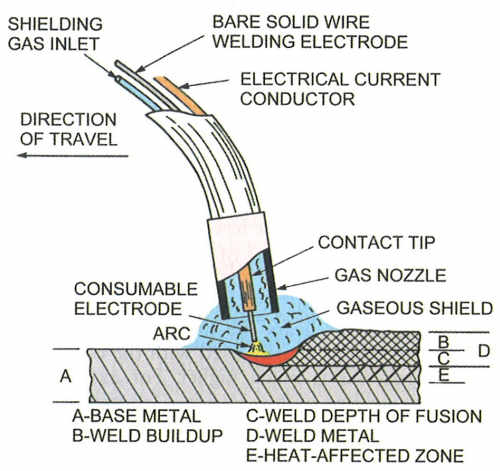 Powyższy obrazek to schemat pistoletu i tego jak w ogólności wygląda proces GMAW. Pistolet i przewód skonstruowane są tak, że podajnik podaje drut do jeziorka i jednoczenie wokół podawanego drutu formowana jest osłona gazowa. I teraz zaczyna się najtrudniejsze. W procesie GMAW mamy źródło stałego napięcia od 14 do 30-kilku woltów. O ile w procesie SMAW mieliśmy tylko kontrolę nad wartością prądu, tak w GMAW mamy kontrolę nad napięciem oraz prędkością podawania drutu. Od nastawy tych parametrów zależy jak proces się zachowuje i z jakim sposobem odkładania metalu z elektrody mamy do czynienia. Sposobów odkładania (transfer) metalu są trzy:
Powyższy obrazek to schemat pistoletu i tego jak w ogólności wygląda proces GMAW. Pistolet i przewód skonstruowane są tak, że podajnik podaje drut do jeziorka i jednoczenie wokół podawanego drutu formowana jest osłona gazowa. I teraz zaczyna się najtrudniejsze. W procesie GMAW mamy źródło stałego napięcia od 14 do 30-kilku woltów. O ile w procesie SMAW mieliśmy tylko kontrolę nad wartością prądu, tak w GMAW mamy kontrolę nad napięciem oraz prędkością podawania drutu. Od nastawy tych parametrów zależy jak proces się zachowuje i z jakim sposobem odkładania metalu z elektrody mamy do czynienia. Sposobów odkładania (transfer) metalu są trzy:
- short circuit (zwarciowy)
- globular (kroplowy)
- spray (natryskowy)
Spróbuję opisać transfer zwarciowy, bo dwa kolejne są w zasadzie jego pochodną.
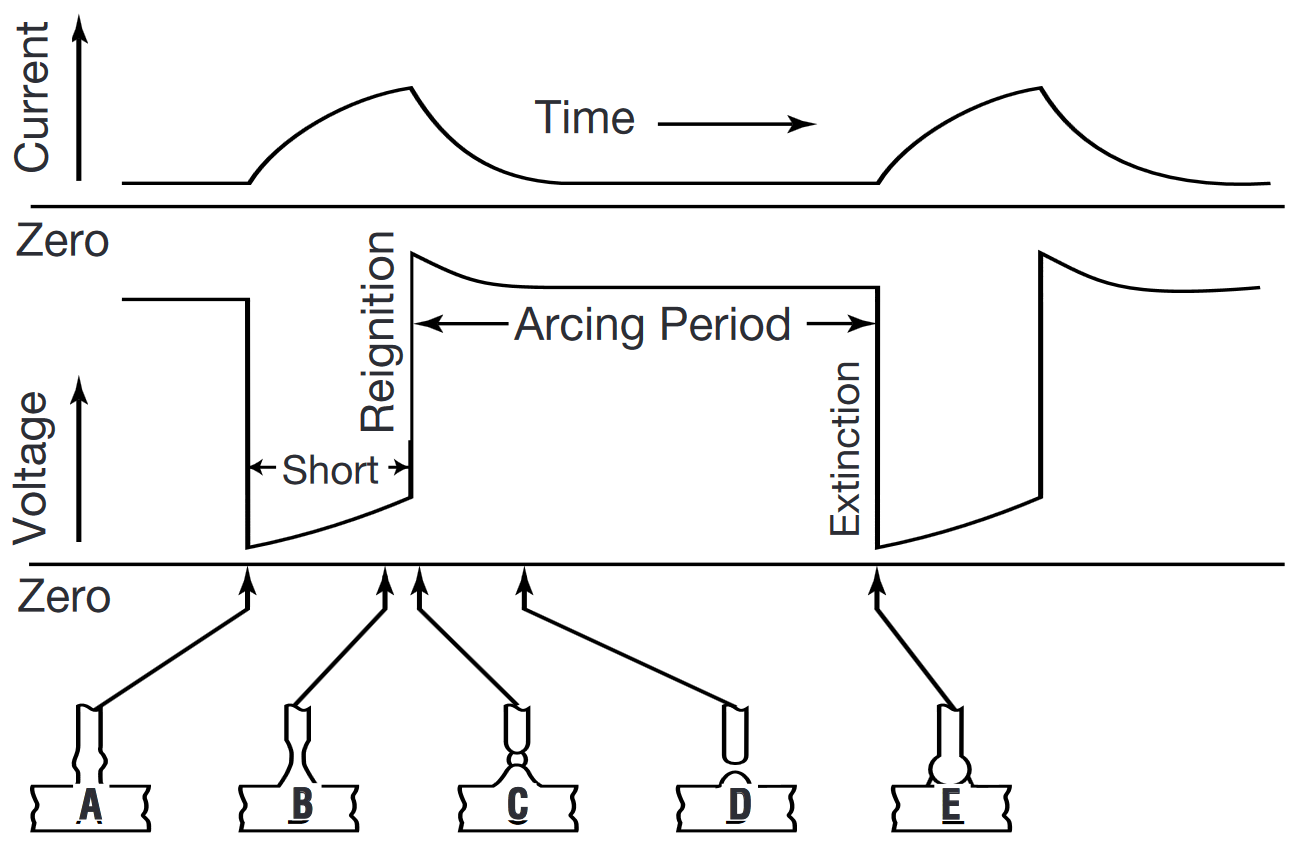 Naciskamy spust na pistolecie i dochodzi do zwarcia elektrody z metalem spawanym (A). Zaczyna płynąć prąd. Temperatura i rezystancja elektrody rośnie, zaczyna się topić i zwężać (B). Dochodzi do oderwania kropli metalu od elektrody i zapłonu łuku (C). Temperatura płonącego łuku powoduje wypłaszczenie (wciśnięcie kropli) jeziorka spawalniczego. Jednocześnie elektroda wciąż się topi i formuje się kropla. Prąd spada, długość łuku rośnie (D). W pewnym momencie łuk jest na tyle długi (długość wyznacza napięcie) a prąd mały, że elektroda przestaje się topić i ponownie dochodzi do zwarcia (E). I tak o 20 do 200 razy na sekundę.
Naciskamy spust na pistolecie i dochodzi do zwarcia elektrody z metalem spawanym (A). Zaczyna płynąć prąd. Temperatura i rezystancja elektrody rośnie, zaczyna się topić i zwężać (B). Dochodzi do oderwania kropli metalu od elektrody i zapłonu łuku (C). Temperatura płonącego łuku powoduje wypłaszczenie (wciśnięcie kropli) jeziorka spawalniczego. Jednocześnie elektroda wciąż się topi i formuje się kropla. Prąd spada, długość łuku rośnie (D). W pewnym momencie łuk jest na tyle długi (długość wyznacza napięcie) a prąd mały, że elektroda przestaje się topić i ponownie dochodzi do zwarcia (E). I tak o 20 do 200 razy na sekundę.
Transfer globularny (kroplowy). Temperatura łuku jest wysoka, podawany drut odrywa się w postaci kropli, które wpadają do jeziorka spawalniczego. Nie dochodzi do zwarcia. Najmniej opłacalny sposób odkładania metalu. Powstaje bardzo wysoka temperatura a ilość materiału odkładanego nie jest zbyt duża.
Transfer natryskowy (drobnokroplowy). Temperatura łuku jest tak duża i prąd tak wysoki, że roztopiony metal formuje się małe krople lub wręcz igłę roztopionego metalu, która jest natryskiwane na jeziorko spawalnicze. Proces pozwala na bardzo szybkie spawanie. Niestety z punktu widzenia amatorskiego trudno dostępny, bo potrzebne są źródła dużej mocy, a co za tym idzie cena i problemy z przeciętną instalacją elektryczną. Ze względu na bardzo płynne jeziorko nie można tym trybem spawać we wszystkich pozycjach.
To z jakim typem transferu mamy do czynienia zależy od nastaw napięcia i prędkości podawania drutu. Nie można jednak podać dokładnych granic napięcia i prędkości podawania drutu, gdyż moment przejścia pomiędzy typami transferu zależy też od średnicy drutu. Zmieniając drut na grubszy, a pozostawiając parametry może się okazać że zamiast transferu kroplowego mamy transfer zwarciowy. Każdy z typów transferu łuk ma charakterystyczny dźwięk a spoina wygląda nieco inaczej. Polecam materiały z kanału weld.com.
Nie wszystkimi typami transferu możemy spawać we wszystkich pozycjach. Intuicyjnie im chłodniejsze źródełko, tym więcej pozycji spawania jest dostępnych. Transfer zwarciowy sprawdza się w każdej pozycji, natomiast natryskowy ogranicza się do pozycji podolnej i nabocznej.
Ok. Wiemy jak to jest pod względem elektrycznym, a co z gazem osłonowym? Hmmm… Możemy użyć gazu całkowicie obojętnego takiego jak argon czy hel i wtedy mówimy o procesie MIG (Metal Inert Gas), możemy też użyć gazu aktywnego chemiczne, takiego jak CO2 lub mieszanki gazu obojętnego i reaktywnego wtedy mówimy o procesie MAG (Metal Active Gas). Procesu MIG używa się głównie do metali kolorowych lub stali nierdzewnej. Używamy wtedy czystego argonu lub argonu i helu nieznacznie domieszkowanego innymi gazami. Procesu MAG używamy do stali węglowej. Wtedy spawamy np czystym CO2, mieszanką C25 (czyli 75% argonu i 25% CO2) lub mieszanką argonu, CO2 i tlenu. Ja spawam mieszanką C18, bo taka dostarczył mi sprzedawca migomatu. Spawałem na ustawieniach automatycznych (synergia). Względem tego, co widziałem w sieci, synergia w moim migomacie działa na pograniczu transferu globularnego a łuku zwarciowego. Sprzęt jest za słaby by działać transferem natryskowym. No cóż. Nie można mieć wszystkiego.
Wydajność (szybkość) procesu GMAW jest wyraźnie większa niż spawania elektrodą otuloną. Zaleta ta jest wykorzystywana nie tylko w przemyśle, ale także w użyciu nieprofesjonalnym. Osobiście uważam, że jest znacznie łatwiejszy w nauce niż elektroda. Droższy, tego nie da się ukryć, bo koszt samej maszyny spawalniczej jest 2-3 krotnie wyższy, a do kosztu drutu należy doliczyć koszt gazu osłonowego.
Za pomocą tego procesu łączy się metale takie jak: stal, stal nierdzewna i aluminium. Dodatkowo przy użyciu tego procesu znacznie łatwiej spawa się materiały cienkie. Do dyspozycji jest wiele rozmiarów drutu od 0.6mm do 1.2mm. Korzystam z typowego rozmiaru drutu 0.8mm (0.030″). Tutaj należy wspomnieć o bardzo ciekawej metodzie łączenia metali za pomocą maszyny MIG/MAG – lutospawaniu. Nie jest to proces stricte GMAW, ale wykorzystuje wszystkie jego cechy do lutowania, gdzie np za pomocą miedzi łączy się stal. Ze względu na znacznie niższą temperaturę tego procesu wykorzystuje się go chętnie podczas łączenia bardzo cienkiej blachy karoserii samochodowej. Jeżeli ktoś zajmuje się naprawami blacharskimi, to powinien się zainteresować tym tematem.
FCAW (Flux Core Arc Welding), spawanie łukowe drutem z topnikiem. Jest to odmiana procesu GMAW z tą różnicą, że drut spawalniczy posiada rdzeń, w którym zawarty jest topnik, podobny do tego który znajduje się w elektrodach otulonych. Topnik topiąc się tworzy osłonę z gazów i pokrywa spaw żużlem (szlaką), tak jak to jest w przypadku spawania elektrodą otuloną.
 Proces ma dwie odmiany:
Proces ma dwie odmiany:
- FCAW-S. Jest to spawanie drutem samoosłonowym, tzn. takim który nie wymaga obecności osłony gazowej, a topnik sam tworzy osłonę gazową. Podczas spawania oprócz rozprysku pojawia się także spora ilość dymu, podobnie jak podczas spawania elektrodą. Proces bardzo chętnie wykorzystywany w tanich maszynach udających migomaty, dostępne w tanich dyskontach oraz portalach internetowych (nawet za 90$). Z pewnością jest to bardzo wygodny sposób spawania migomatem dla amatorów, którzy robią to okazyjnie i nie chcą przetrzymywać zapasu gazu. Jednak nie ma nic za darmo. W przeliczeniu spawanie drutem samoosłonowym jest drogie. Najtańszy drut kosztuje około 200 PLN za szpulę 5kg.
- FCAW-G. Jest to spawanie drutem wymagającym dodatkowej osłony gazowej. Z amatorskiego punktu widzenia jest to mało atrakcyjne, gdyż drogie. Ale spoiny wytworzone tą metodą są znacznie wyższej jakości niż przy użyciu samej osłony gazowej.
Drut z topnikiem zachowuje się nieco inaczej niż zwykły drut. Warto zapoznać się z zaleceniami producenta w zakresie parametrów spawania (napięcie i prędkość podawania drutu). Należy też się spodziewać, że druty różnych producentów będą miały różne właściwości. Drut osłonowy przeznaczony jest do spawania stali czarnej. Nie spotkałem się z drutami do spawania innych metali. Drut osłonowy może być dobrym wyborem, gdy chcemy spawać migomatem na zewnątrz. Należy pamiętać, że nawet lekki wiatr może „zdmuchiwać” osłonę gazową znad jeziorka, więc dodatkowa osłona w postaci topnika i szlaki będzie dodatkową pomocą.
MCAW (Metal Core Arc Welding), spawanie łukowe drutem proszkowym. Kolejna odmiana procesu GMAW. Wiąże się ona z budową drutu. Drut posiada rdzeń w którym znajduje się metalowy proszek. Przewodność proszku jest mniejsza, więc prąd płynie głównie zewnętrzną średnicą drutu. Taka budowa ma swoje konsekwencje. Krople metalu podczas spawania są mniejsze, przez co jeziorko jest mniej trubuletne (proces opadania kropli). Nieco mniejsza penetracja obniża ryzyko przebicia się przez materiał. Drutem proszkowym spawa się w trybie zwarciowym lub natryskowym. Ze względu na mniejszą penetrację i niższą temperaturę trybu natryskowego drut proszkowy pozwala na spawanie cienkich materiałów tym trybem.
Drut proszkowy wykorzystywany jest głównie w zastosowaniach profesjonalnych (produkcyjnych). Amatorsko jest to sprawa problematyczna, gdyż producenci drutu produkują go głównie w 15kg szpulach i dużych średnicach (1.0mm i 1.2mm), przez co użycie go w maszynach amatorskich jest trudne.
To wszystko na temat „migomatu”. Jest jeszcze jeden proces, który jest odmianą GMAW, jest to STT (Surface Tention Transfer). Jest to autorskie rozwiązanie firmy Lincoln Electric i jest to odmiana (ulepszenie przez opatentowaną krzywą przebiegu prądu) procesu spawania łukiem zwarciowym. Dostępne tylko w dedykowanych maszynach Lincoln Electric, finansowo poza amatorskim zasięgiem.